Le rayon moyen de cintrage du tube – correspondant à son axe moyen, autrement dit la ligne imaginaire qui traverse le centre du tube – est un élément fondamental de l’étude de faisabilité du cintrage de tubes ronds, carrés ou rectangulaires et profilés métalliques.
Dans cet article, nous connaitrons et approfondirons les études et les formules pour déterminer la faisabilité du cintrage d’un tube sur la base du rayon de cintrage, de l’épaisseur du tube et du facteur K.
Formules théoriques de faisabilité de cintrage du tube
- Rayon de courbure moyen
- Diamètre du tube
- Épaisseur du tube
L’importance du facteur K
Le coefficient K est considéré sur la base d’intervalles de valeur et sert à déterminer si :
- Il est possible de cintrer un tube rond, carré ou rectangulaire (faisabilité du cintrage)
- Le degré de difficulté du pliage.
Étude de faisabilité du cintrage du tube rond (en acier)

Pour vérifier la faisabilité du cintrage de tubes ronds en acier, on tient compte du rapport entre rayon moyen de cintrage, du diamètre et de l’épaisseur du tube concerné.
La formule est la suivante :
- Rm = rayon moyen de cintrage
- Sp = épaisseur nominale du tube
- Ø = diamètre du tube
Le résultat de cette formule est la valeur du facteur K.
Le degré de difficulté du cintrage du tube est inversement proportionnelle à sa valeur : il augmente quand le facteur K est bas, alors qu’il diminue quand il est élevé.
- K > 0,30 – le cintrage du tube est plus “facile” et il n’est pas nécessaire d’utiliser des outillages de support spécifiques, produits « ad hoc ».
- 0,3 > K > 0,1 – Processus de cintrage de difficulté normale pour lequel il est nécessaire d’utiliser un seul mandrin intérieur et fixe.
- 0,1 > K > 0,08 – Pour cintrer le tube il faut un efface-plis et un mandrin intérieur fixe.
- Se 0,08 > K > 0,05 – Le cintrage est faisable uniquement avec l’utilisation d’un efface-plis et d’un mandrin intérieur mobile.
- Se K < 0,05 – Le cintrage du tube n’est pas faisable. Dans ce cas il faut effectuer des essais pour évaluer si le facteur K peut être abaissé et s’il est nécessaire de construire des outillages spéciaux.
Pour vérifier la faisabilité du cintrage des tubes d’acier ronds, on considère le rapport entre le rayon de cintrage moyen, le diamètre et l’épaisseur du tube concerné.



Faisabilité du cintrage du tube carré ou rectangulaire


La formule de calcul de la faisabilité du cintrage de tubes carrés ou rectangulaires en acier est légèrement différente de celle des tubes ronds.
La formule est la suivante :
- Rm = rayon moyen de cintrage
- Sp = épaisseur nominale du tube
- b = 1° côté du tube (carré/rectangulaire)
- h = 2° côté du tube (carré/rectangulaire)
Comme pour les tubes ronds, nous déterminons la faisabilité et la difficulté du cintrage sur la base d’intervalles de valeurs du facteur K :
- K > 0,2 – Pour cintrer le tube il suffit d’un mandrin fixe.
- 0,2 > K > 0,15 – Pour cintrer le tube il faut un mandrin mobile.
- 0,15 > K > 0,1 – Le cintrage n’est faisable qu’en utilisant un mandrin articulé et un efface-plis.
- K < 0,1 – Le cintrage n’est théoriquement pas réalisable et il est nécessaire de réaliser des essais pour abaisser le degré de difficulté.
Le calcul de la valeur k dans le cintrage du tube en acier inoxydable et en aluminium
Les formules que nous avons vues précédemment servent à déterminer la faisabilité du cintrage de tubes en acier au carbone. Pour cintrer des tubes en acier inoxydable et en aluminium qui ont des caractéristiques différentes, la valeur K est inférieure :
- Acier AISI 304 -> Réduire K de 20% environ
- Acier AISI 316 -> Réduire K de 25% environ
- Aluminium 6060 -> Réduire K de 35% environ
Comme on peut facilement le déduire de l’exemple ci-dessus, le cintrage du tube en acier inoxydable est plus difficile que celui du tube en alliage d’acier AISI 304, car il est moins compressible que ce dernier. Cela entraine que le tube cintré en acier inoxydable présente souvent des « plis » dans la partie intérieur de la courbe. Le facteur K de l’acier inoxydable (AISI 316) est en effet plus petit que celui de l’acier AISI 304. Le cintrage du tube en aluminium est encore plus complexe, car il a une faible capacité d’allongement. Pour cela, le facteur K se réduit approximativement de 35%.
Profilés métalliques : comment calculer la faisabilité du cintrage ?
Les profilés métalliques n’ont pas une forme standard. Pour cette raison, il n’y a pas de formule précise qui permette de calculer le rayon moyen de cintrage idéal sur la base du facteur K. Pour déterminer à l’avance le rayon moyen idéal de cintrage d’un profilé métallique avec une forme géométrique particulière, une grande expérience dans le domaine du cintrage et du roulage des tubes est utile.
Allongement du matériau : qu’est-ce que c’est et pourquoi est-ce important
Un autre facteur important dont il faut tenir compte dans le travail de cintrage et de roulage des tubes est l’allongement du matériau qui est étroitement lié à la longueur de la courbe du tube. Pour connaître la longueur totale du tube cintré, comprenant les parties droites, il est en effet nécessaire de calculer exactement la longueur de la courbe.
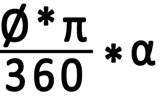
La formule pour calculer la longueur de la courbe est la suivante :
- Ø = diamètre du tube
- π = Pi grec
- α = angle de cintrage
Durant le pliage, le tube subit cependant un allongement qui peut :
- Causer l’élongation jusqu’à la rupture du tube
- Compromette la précision de la courbe du tube
Pou calculer la longueur exacte de la courbe, il faut donc diviser le résultat de la formule ci-dessus par un autre coefficient – dit coefficient d’allongement.
Sa valeur varie en fonction du diamètre du tube, de son épaisseur, du rayon moyen de cintrage et de l’alliage métallique.
Par exemple, un tube en acier Ø 30 x 2 mm aura un coefficient, a égalité de rayon, différent d’un tube en aluminium Ø 30 x 2 mm.
La valeur de la longueur de la courbe du tube est importante aussi pour déterminer le point précis où effectuer la découpe laser et la longueur de la découpe. Un évaluation erronée de la position de la découpe laser entraine que le tube cintré sera plus long (ou plus court) que voulu. Si le tube était plus long et ne pouvait pas être ébarbé l’évaluation erronée de la découpe laser aurait compromis définitivement le processus complet de l’usinage du tube.

Lisez l’article :
Coulée de fusion
Si un tube métallique a été produit par des coulées de fusion différentes, le calcul du coefficient d’allongement du tube est beaucoup plus difficile : cela peut créer des problème durant le cintrage du tube. Ce problème surgit surtout quand le tube métallique est fourni directement par le client, lequel n’a souvent pas l’expérience nécessaire pour vérifier la qualité de l’alliage métallique du tube.
Pour garantir une bonne qualité de l’usinage du tube et une plus grande rapidité du processus de production il est nécessaire que le tube métallique ait été produit par une fusion unique. Pour cela, nous vérifions toujours que les tubes aient été produits par une seule coulée de fusion.

Conclusions
Comme nous l’avons vu, le facteur K est essentiel pour déterminer la faisabilité du cintrage d’un tube. Pour en calculer la valeur il est nécessaire de connaître le rayon de cintrage du tube.
N’oublions cependant pas qu’il s’agit toujours d’une valeur théorique. Dans la déformation à froid du tube, de nombres autres variantes interviennent en effet, qui peuvent déterminer la bonne réussite du cintrage.
Le logiciel 3D à bord des modernes machines cintreuses CNC sont une aide fondamentale pour déterminer la bonne réussite du travail. Comme le sont l’expérience et la compétence des opérateurs en atelier et de ceux du bureau technique de Tecnocurve.
REMARQUE IMPORTANTE : Les formules données sont une simplification d’un système de calcul beaucoup plus complexe. Notre objectif était de donner au lecteur un point de repère approximatif pour le calcul de la faisabilité du cintrage d’un tube. Pour des informations plus précises sur le calcul de la faisabilité du cintrage d’un tube ou d’un profilé métallique, veuillez contacter directement notre service technique.